Waste tire pyrolysis and oil refining refers to the use of thermal cracking principle to place waste tires in an industrial low-temperature, slightly negative pressure, and oxygen-deficient environment, and use thermal energy to crack waste tires from high-molecular substances into low-molecular substances, such as tire oil, carbon black, and pyrolysis gas.Tire Pyrolysis System
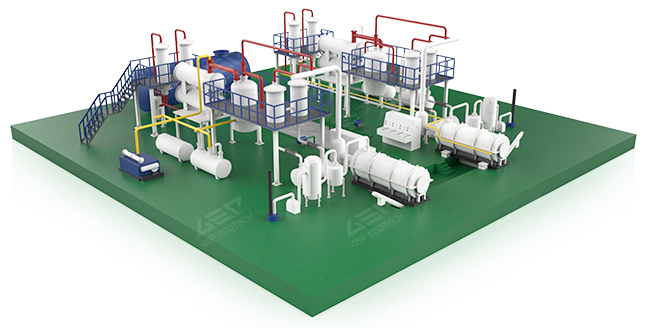
The batch pyrolysis and oil refining process is a process in which waste tires are placed in a pyrolysis furnace for heating and pyrolysis, and after the tire oil and pyrolysis gas are collected, the solid products (carbon black and steel wire) are discharged at a lower temperature for periodic production. The production cycle of the intermittent process is usually 24 hours, and the process includes steps such as feeding, oil refining, reactor cooling, slag discharging, and steel wire pulling.
A set of intermittent and oil refining equipment with a daily processing capacity of 15 tons usually costs around CNY 300,000, which has a relatively low threshold and is suitable for investors with relatively small initial capital to enter the industry.
Production batches and output can be flexibly adjusted according to actual needs. In case of industry off-season, intermittent equipment can be started and stopped as needed to avoid equipment idle and resource waste.
With a simple and intuitive operating interface, operators can start operation after a short period of training, reducing labor costs.
The equipment structure is relatively simple, the technology is mature and reliable, there are few wearing parts, the repair and maintenance work is relatively easy, and the maintenance cost is low.
The oil production rate is basically stable at around 40%. Through reasonable operation and equipment optimization, the oil production efficiency can be further improved.
There are multiple slag discharge methods, which can realize automatic slag discharge without manual slag cleaning, and have high safety; and set up safety valves, temperature monitoring devices, etc. to prevent accidents from happening.
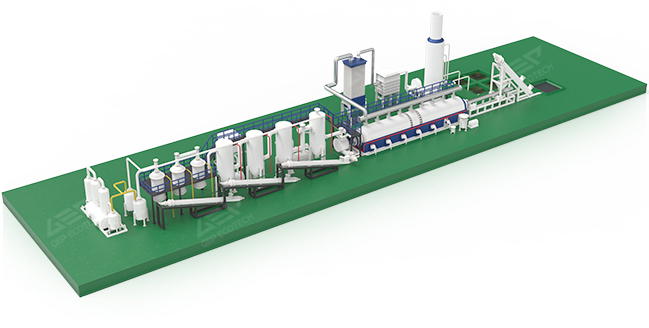
The continuous pyrolysis process uses thermal cracking technology to convert waste tires into oil, gas, carbon black, and steel wire. The oil and gas are condensed into pyrolysis oil, while non-condensable gas is recycled for heating. Solid residues are discharged continuously through a specialized system. This process is characterized by uninterrupted operation, anti-coking design, dynamic sealing, micro-pressure control, constant temperature cracking, flue gas recirculation, waste heat recovery, and automated monitoring and control.
24-hour continuous feeding and continuous slag discharge can be achieved. The slag can be discharged without waiting for the reactor to cool down. It generally operates continuously for 45-50 days, greatly reducing downtime and improving equipment utilization and production efficiency. And then increase the output to meet the needs of industrialization.
The fully continuous oil refining equipment operates under stable process parameters and can continuously produce high value-added products of consistent quality, which is conducive to sales promotion. The rotary design of the reactor enables the raw materials to be heated evenly, and the density, viscosity and other indicators of the oil are stable and excellent, making it the main raw material for refining non-standard diesel; The carbon black is also cleaner, better meeting the needs of deep processing, and has a higher market value.
A large amount of methane-based non-condensable gas is produced during the oil refining process, with a calorific value close to that of natural gas. In addition to the need for fuel heating in the initial stage of refining, it can be used for combustion heating throughout the process. The excess can also be used by the boilers in the factory area, to achieve energy recycling.
Equipped with an intelligent control system, a production line only needs 1-2 people to operate it, with a high degree of automation, reducing manual operating errors and saving labor cost.
The equipment adopts a fully enclosed structure, which can effectively prevent the leakage of waste gas, waste liquid, and waste residue, and control the source of pollution; It is also equipped with exhaust gas treatment system to purify exhaust gas and reduce pollution.
The automated control system monitors temperature, pressure, etc. in real time, and can provide early warning and automatic adjustment in case of abnormalities, avoiding hidden dangers and ensuring production safety.
| Continuous Type (1 set of 50 TPD) | Batch Type (4 sets of 15 TPD) | |
| Waste Tires | 62T x 1900 CNY/T=117800 CNY (62T tires get 50T Rubber Granules) | 62T x 1900 CNY/T=117800 CNY |
| Fuel |
Heavy Oil: 0.8T × 4900/45 CNY=87 CNY (Tire oil is used for 8 hours every one and a half months, only for pre-heating purpose) |
Batch equipment runs for 45 days and 35 days 4 Units x 0.4T x 4900 CNY=7840 CNY |
| Electricity Consumption | Pyrolysis: 120kW/h × 24h × 0.8 CNY/kWh=2304 CNY | Pyrolysis: 4 Units x 45kW/h x 24h x 0.8 CNY/kWh=3456 CNY |
| Shredding: 650kW/h × 12h × 0.8 CNY/kWh=6240 CNY | 0 | |
| Water Consumption | Almost no Consumption | Almost no Consumption |
| Labor Cost | 6 Workers x 300 CNY x 2 Shifts=3600 CNY | 10 Workers x 300 CNY x 2 Shifts=6000 CNY |
| Wearing Parts | 300 CNY/Day | 600 CNY/Day |
| Cost | 130331 CNY/Day | 135696 CNY/Day |
| Pyrolysis Oil | 62T × 0.4 × 4900 CNY=121520 CNY | 62T × 0.4 × 4900 CNY=121520 CNY |
| Steel Wire | 62T × 0.18 × 2700 CNY=30132 CNY | 62T × 0.18 × 1800 CNY=20088 CNY |
| Carbon Black | 62T × 0.3 × 950 CNY=17670 CNY | 62T × 0.3 × 750 CNY=13950 CNY |
| Income | 169322 CNY/Day | 155558 CNY/Day |
| Profit | 38991 CNY/Day | 19862 CNY/Day |
Note: This data is based on China as an example for reference only, and the actual situation in different countries and regions shall prevail.
We have a modern intelligent equipment manufacturing base of 66000 m2, equipped with various large and medium-sized CNC machining equipment and advanced processing and manufacturing technology, which can meet the research and development innovation and process upgrading of the complete set of tire pyrolysis and oil refining equipment, while also providing stable production efficiency and quality assurance for equipment manufacturing.
Our team is composed of professionals with many years of industry experience, rich project experience and technical capabilities, especially skilled in precise control of pyrolysis temperature. We have established cooperative relationships with clients from over 70 countries across six continents, with high project implementation efficiency, strong cost control capabilities, high operational and running safety, and the ability to deliver on time with quality and quantity guaranteed.
Our service is committed to maximizing the efficiency of the entire tire pyrolysis and oil refining equipment. We provide customers with services covering the entire life cycle of equipment, including solution design, technical guidance, installation and commissioning, operation training, accessory supply, cutter repair and so on, to timely solve customer needs.
From a technological perspective, both the entire tire and the cut tire can be directly put into the furnace for production. However, in practical applications, whether for transportation needs or during loading of the main furnace, it is desirable to compress the volume of waste tires as much as possible in order to load more waste tires in the limited mainstream space.
So what is more common on the market now is tire cover, which involves cutting off both sides of the tire and putting the part in contact with the ground in the middle together as the tread. This way, the original position where one tire was placed could potentially accommodate six to seven, or seven to eight tires, thus maximizing the use of the space inside the main furnace; It is also more convenient to load materials through machines or manual loading.
Dioxins are mainly caused by the presence of chlorine sources and incomplete combustion in substances. Oxygen, chlorine, and metal elements are essential conditions for the formation of dioxins. Among them, chlorine sources (such as PVC, chlorine gas, HCl) are precursors for the production of dioxins, while metal elements (such as Cu, Fe) are catalysts for the production of dioxins. When the combustion temperature is below 800℃ and the residence time of the flue gas is less than 2s, some organic matter in the combustion material will react with molecular chlorine or chlorine free radicals to produce dioxins.
The temperature of the pyrolysis process designed by our company is between 200~450℃, and the pyrolysis process is in an oxygen-deficient environment, not combustion; The waste tires of large or small vehicles used for pyrolysis do not contain organic or inorganic chlorine (additives used in tire production do not contain chlorine, and rubber is mainly made of natural rubber and synthetic rubber, both of which are non chloroprene rubber); At the same time, there are no metal cations as catalysts, so the pyrolysis process does not have the conditions to generate dioxins, which is very environmentally friendly.
Temperature: Temperature not only affects the pyrolysis process, but also the proportion of pyrolysis products. When the temperature is low, it can reduce the occurrence of secondary reactions of large organic molecules, generate more molecular chains above C5, and increase the oil content. As the temperature increases, while large molecules continue to pyrolyze, small molecules also undergo secondary polymerization reactions, resulting in an increase in olefin gases, a decrease in oil content, an increase in combustible gases. In addition, the composition of carbon black gradually decreases with the increase of temperature.
Temperature rise rate: The influence of temperature rise rate on pyrolysis is mainly reflected in the composition ratio and productivity of pyrolysis products, because the increase of temperature rise rate directly affects the mass transfer rate of pyrolysis products. Generally speaking, when the temperature rise rate is high, the pyrolysis time of waste rubber is short, and the proportion of gas in the pyrolysis product composition is relatively large, while the proportion of solid carbon black and oil is relatively small. In the case of low temperature rise rate, the pyrolysis time of waste rubber is long, and the organic matter at the beginning of pyrolysis will combine with each other to form stable solids, increasing the solid income rate.
Pyrolysis time: The longer the pyrolysis time, the longer the residence time in the pyrolysis chamber, and the more thorough the pyrolysis reaction, but the lower the pyrolysis efficiency; Moreover, the residence time in the pyrolysis chamber is relatively long, which increases secondary reactions and is not conducive to improving the quality of pyrolysis products.
Rubber size: If the size of the waste rubber is small, the heating area during the pyrolysis process is large, the heat transfer rate is fast, the pyrolysis reaction rate increases, and the pyrolysis will be uniform; If the size of waste rubber is large, the heat transfer rate is low, the pyrolysis time is long, the secondary pyrolysis reaction is easy to increase, and the pyrolysis effect will be poor. Therefore, in order to obtain better pyrolysis products, a shredder is usually used to shred the waste rubber first.